
ВИРОБНИЧИЙ ЦИКЛ — час, протягом якого предмет праці проходить послідовно всі стадії фармацевтичного виробництва від початку обробки субстанцій, основних та допоміжних матеріалів до передачі ЛП на склад готової продукції. В.ц. вимірюється хвилиною, годиною, добою і т.д. залежно від характеру ЛП і медичних виробів та умов виробничого процесу. Структуру В.ц. наведено на рисунку.
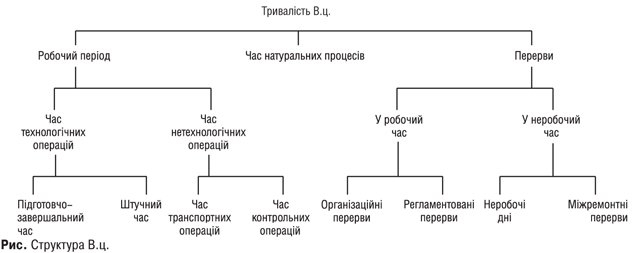
Підготовчо-завершальний період — це час, який витрачається на початку робочої зміни для підготовки робочого місця, налагодження обладнання тощо та наприкінці робочої зміни на зняття приладів тощо. Робочий період — час здіснення виробничо-трудових процесів:
Троб. = Ттех. + Тдоп.,
де Tтех. — час технологічних операцій; Тдоп. — час допоміжних операцій:
Тдоп. = Ттр. + Тко.,
де Ттр. — час проходження транспортних операцій; Тко. — час проходження контрольних операцій. Загальний час перерв складається з різних за характером перерв:
Тп. = Тп.т. + Тп.р. + Тп.н. + Тп.отп.,
де Тп.т. — час технологічних необхідних перерв; Тп.р. — перерви, пов’язані з ремонтними роботами; Тп.н. — час проходження напівфабрикату; Тп.отп. — час перерв з організаційно-технічних причин.
Фармацевтичне виробництво характеризується значною тривалістю В.ц., напр., для таблеток він становить 10–15 год, В.ц. інтерферону — 60 год. Показником В.ц. є коефіцієнт робочого періоду — це відношення тривалості робочого періоду до тривалості всього циклу. На тривалість В.ц. значною мірою впливає вид руху предметів праці за стадіями виробничого процесу. Розрізняють такі види руху: послідовний, паралельний, паралельно-послідовний. Послідовний рух засобів праці характеризується відносною простотою організації виробництва. Тривалість циклу виготовлення партії при послідовному русі становить суму витрат часу на обробку всіх одиниць продукції на всіх операціях певної стадії. Цей рух переважає у виробництвах, де оброблюється партіями невелика кількість однойменних засобів праці (одиничне, дрібносерійне та серійне виробництво). Недоліком послідовного руху предметів праці є збільшення тривалості циклу. Паралельний вид руху характеризується одночасною обробкою виробу під час всіх операцій, а передача з однієї операції на іншу здійснюється після закінчення обробки на попередній операції. Паралельний рух порівняно з послідовним значно ефективніший, оскільки вироби відразу надходять на наступну операцію; календарна тривалість виготовлення партії зменшується до мінімуму. Цей рух використовують у масовому та великосерійному виробництві. Недоліком паралельного руху є наявність простоїв на всіх операціях меншою тривалістю порівняно з попередньою. Паралельно-послідовний вид руху передбачає часткове поєднання часу виконання суміжних операцій, при якому вся виготовлена партія виробів проходить через кожну операцію без будь-яких перерв — комбінований вид руху. Тривалість циклу при паралельно-послідовному русі визначається шляхом виключення з тривалості циклу при послідовному русі часу паралельного виконання суміжних операцій. Паралельно-послідовний вид руху виробу використовують у серійному та великосерійному виробництві. Його недоліком є відносна складність організації робіт. У фармацевтичному виробництві використовується послідовний вид руху предметів праці.
Кожекин Г.Я., Синица Л.М. Организация производства. — Минск, 1998; Курочкин А.С. Операционный менеджмент. — К., 2000; Курочкин А.С. Организация производства. — К., 2001; Макаренко В.М., Махалина О.М. Производственный менеджмент. — М., 1998; Фатхудинов Р.А. Организация производства. — М., 2001; Fisher M.L. What is the Right Supply Chain for Your Products? — Harvard, 1997; Heizer J.H., Render B. Production and Operations Management: Strategies and Tactics. — Boston, 1993.